Пайка алюминия с железом – задача, требующая точного подбора материалов и методов. Основная сложность заключается в различии температур плавления (алюминий – 660°C, железо – 1538°C) и образовании оксидной пленки на поверхности алюминия, препятствующей адгезии припоя. Для успешного соединения необходимо использовать специализированные флюсы и припои, а также соблюдать температурные режимы.
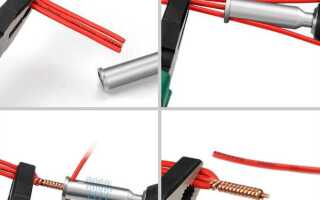
Наиболее доступный способ – пайка с применением цинковых или оловянно-цинковых припоев. Цинк хорошо смачивает алюминий и железо, обеспечивая прочное соединение. Температура пайки должна составлять 350–450°C, что требует использования газовой горелки или мощного паяльника (не менее 100 Вт). Перед пайкой поверхности очищают механически (наждачной бумагой или металлической щеткой) и обезжиривают ацетоном или спиртом.
Для удаления оксидной пленки применяют флюсы на основе хлоридов цинка, олова или кадмия. Например, флюс Ф-64 или самодельный состав из хлористого цинка и хлористого аммония (в соотношении 3:1). Флюс наносят на предварительно нагретые детали, после чего вводят припой. Важно избегать перегрева, так как алюминий быстро теряет прочность при высоких температурах.
Альтернативный метод – ультразвуковая пайка, при которой ультразвуковые колебания разрушают оксидную пленку без применения флюса. Однако для этого требуется специальное оборудование, что ограничивает его применение в домашних условиях. При отсутствии ультразвукового паяльника можно использовать пайку с предварительным лужением: на алюминий наносят слой олова или цинка, после чего соединяют с железом стандартным припоем.
Для повышения прочности соединения рекомендуется применять механическое крепление (например, заклепки или болты) в дополнение к пайке. Это особенно актуально при работе с нагруженными конструкциями. После пайки остатки флюса удаляют горячей водой или раствором соды, чтобы предотвратить коррозию.
Какие материалы и инструменты нужны для пайки алюминия с железом
Для пайки алюминия с железом потребуется припой с высоким содержанием цинка (не менее 90%) или специальные алюминиевые припои, например, П250А, П300А, либо зарубежные аналоги типа Alu-Sol 45D. Цинковые припои обеспечивают лучшее смачивание поверхностей и устойчивость к коррозии. Дополнительно используют флюсы на основе хлоридов цинка и аммония (Ф-64, Ф-38Н) или самодельные смеси из хлористого цинка и вазелина в пропорции 1:1. Без активного флюса пайка невозможна из-за оксидной пленки на алюминии.
Инструменты включают паяльник мощностью от 100 Вт (для мелких деталей) до 200–300 Вт (для крупных соединений) или газовую горелку с регулируемым пламенем. Для предварительной зачистки поверхностей применяют металлические щетки из нержавеющей стали, наждачную бумагу с зернистостью P80–P120 и обезжириватели (ацетон, спирт). При работе с горелкой дополнительно понадобятся тиски или струбцины для фиксации деталей, а также термостойкие подкладки из асбеста или керамики.
Контроль температуры критичен: алюминий плавится при 660°C, железо – при 1538°C, поэтому нужен пирометр или термопара. Для защиты рук используют перчатки из термостойкой ткани, а для глаз – очки с УФ-фильтром. При пайке в труднодоступных местах пригодится зеркало на длинной ручке или эндоскоп с подсветкой.
Как подготовить поверхности алюминия и железа перед пайкой
Алюминий покрыт оксидной пленкой (Al₂O₃), которая плавится при 2050°C – втрое выше температуры плавления самого металла (660°C). Для ее удаления используйте механическую зачистку стальной щеткой или наждачной бумагой с зернистостью P80–P120, двигаясь в одном направлении. После зачистки протрите поверхность безворсовой салфеткой, смоченной в ацетоне или спирте (96%), чтобы удалить жировые загрязнения и пыль. Если пайка откладывается более чем на 10 минут, нанесите тонкий слой флюса (например, Ф-64 или Ф-34А) для защиты от повторного окисления – оксидная пленка восстанавливается за 5–7 секунд при контакте с воздухом.
Железо перед пайкой требует удаления ржавчины и окалины. Для этого подходит травление в 10–15% растворе соляной кислоты (HCl) в течение 2–5 минут при комнатной температуре или обработка преобразователем ржавчины на основе ортофосфорной кислоты. После травления промойте деталь в проточной воде и высушите горячим воздухом (фен, 80–100°C). Зачистите поверхность до металлического блеска наждачной бумагой P180–P240 или шлифовальным кругом, затем обезжирьте уайт-спиритом или бензином «Калоша». При пайке с алюминием избегайте перегрева железа выше 300°C – это ускоряет образование хрупких интерметаллидов (FeAl₃, Fe₂Al₅).
Для улучшения адгезии припоя на обеих поверхностях создайте шероховатость: на алюминии – насечками зубилом или надфилем, на железе – пескоструйной обработкой или грубой наждачной бумагой (P60). Локальный нагрев паяльником (250–300°C) перед нанесением флюса удаляет остаточную влагу и активирует поверхность. При пайке ультразвуком или газовыми горелками (пропан-бутан) предварительный нагрев не требуется – флюс наносится на холодные детали. Храните подготовленные поверхности в герметичном контейнере с силикагелем не более 2 часов.
Выбор подходящего припоя для соединения алюминия с железом
Пайка алюминия с железом требует припоев, способных преодолеть различия в температурных коэффициентах линейного расширения и химическую инертность оксидной пленки алюминия. Наиболее эффективны припои на основе цинка с добавками алюминия, олова или кадмия. Например, припой ЦОП-40 (40% цинка, 60% олова) плавится при 200–250°C и обеспечивает прочность соединения до 50 МПа, но склонен к коррозии во влажной среде.
Для работы при температурах до 300°C подходит припой П250А (75% цинка, 25% алюминия), который образует интерметаллидные фазы с железом, повышая адгезию. Однако его высокая температура плавления (380–400°C) требует мощного паяльника или газовой горелки. При пайке тонкостенных деталей риск перегрева и деформации возрастает.
Оловянно-свинцовые припои (например, ПОС-61) для соединения алюминия с железом неэффективны из-за низкой смачиваемости алюминия и образования хрупких интерметаллидов. Исключение – предварительное лужение поверхностей гальваническим методом или с использованием флюсов на основе хлоридов цинка и аммония. Но даже в этом случае прочность шва редко превышает 20 МПа.
Припои с кадмием (ПСрКдМ-50-18) обеспечивают высокую прочность (до 80 МПа) и коррозионную стойкость, но токсичны. Их применение оправдано только в хорошо вентилируемых помещениях с использованием средств защиты. Температура плавления таких припоев – 280–320°C, что позволяет работать с большинством бытовых паяльных станций.
Для пайки в условиях вибрационных нагрузок рекомендуются припои с добавками серебра (ПСр-2,5). Они снижают хрупкость соединения за счет образования пластичных фаз. Однако стоимость таких припоев в 5–10 раз выше цинковых аналогов, а температура плавления (600–700°C) требует применения ацетиленовой горелки.
Алюминиевые припои с кремнием (АК12) подходят для соединения с железом при условии предварительного нанесения никелевого покрытия на сталь. Кремний улучшает смачиваемость, но повышает температуру плавления до 577°C. Без покрытия прочность шва падает на 30–40% из-за слабого взаимодействия с оксидной пленкой железа.
В домашних условиях оптимальны припои на основе цинка с добавками олова (ЦА-15). Они доступны, не требуют специального оборудования и обеспечивают прочность до 40 МПа. Температура плавления – 250–300°C, что позволяет использовать паяльник мощностью 100–150 Вт. Для улучшения адгезии рекомендуется механическая зачистка поверхностей и применение флюса Ф-64.
При выборе припоя учитывайте толщину деталей, условия эксплуатации и доступные инструменты. Для тонких алюминиевых листов (до 1 мм) подойдут низкотемпературные припои (ЦОП-40), для массивных конструкций – высокотемпературные (П250А). В агрессивных средах отдавайте предпочтение кадмиевым или серебросодержащим составам, несмотря на их стоимость и токсичность.
Особенности использования флюса при пайке разнородных металлов
При пайке алюминия с железом флюс выполняет критически важную функцию: удаляет оксидные пленки, предотвращает их повторное образование и улучшает смачиваемость припоя. Для этой пары металлов стандартные флюсы на основе канифоли или хлорида цинка неэффективны из-за высокой химической стойкости оксида алюминия (Al₂O₃). Требуются специализированные составы, содержащие фториды (например, KF или NaF) или хлориды щелочных металлов (LiCl, KCl), которые активно растворяют оксидную пленку при температурах 350–450°C. Без таких флюсов припой не сцепится с поверхностью, а соединение получится хрупким.
Температурный диапазон работы флюса должен соответствовать температуре плавления выбранного припоя. Для пайки алюминия с железом часто применяют припои на основе цинка (Zn-Al, Zn-Sn) с температурой плавления 380–420°C или алюминиевые припои (Al-Si) с рабочей температурой 570–600°C. Флюсы типа Ф-64 или Ф-34А, содержащие фториды и хлориды, сохраняют активность в этих диапазонах, но требуют тщательной промывки после пайки – остатки вызывают коррозию. При использовании газовой горелки флюс наносят тонким слоем на обе соединяемые поверхности за 1–2 минуты до нагрева, чтобы избежать преждевременного выгорания активных компонентов.
Ключевая проблема при пайке разнородных металлов – разница в коэффициентах термического расширения (КТР). У алюминия КТР составляет ~23×10⁻⁶ К⁻¹, у железа – ~12×10⁻⁶ К⁻¹. Это приводит к возникновению внутренних напряжений в зоне пайки при охлаждении, что может вызвать трещины. Флюс здесь играет косвенную роль: он позволяет снизить температуру пайки за счет лучшего смачивания, уменьшая термическую нагрузку на соединение. Для минимизации рисков рекомендуется использовать припои с промежуточным КТР (например, Zn-Al с добавками серебра) и проводить пайку с минимально возможной температурой, не превышающей 450°C.
После пайки остатки флюса необходимо удалять немедленно, так как они гигроскопичны и провоцируют электрохимическую коррозию. Для промывки используют горячую воду (60–80°C) с последующей обработкой 5–10% раствором азотной кислоты или специальными нейтрализующими составами (например, «Антифлюс»). Сушка соединения должна быть тщательной – даже микроскопические капли влаги ускоряют разрушение шва. При пайке в домашних условиях вместо промышленных флюсов можно применять самодельные смеси: 60% хлорида лития (LiCl) и 40% хлорида калия (KCl), но их эффективность ниже, а коррозионная активность выше.
Техника нагрева паяльника или горелки для равномерного прогрева
Для пайки алюминия с железом критическое значение имеет стабильная температура в зоне соединения. Паяльник мощностью 80–100 Вт или газовая горелка с регулируемым пламенем (например, пропан-бутановая с насадкой для точечного нагрева) обеспечивают необходимый диапазон 350–450°C. При использовании паяльника предварительно разогрейте жало до рабочей температуры, контролируя её термопарой или индикаторной пастой: перегрев свыше 480°C приводит к окислению припоя и ухудшению смачиваемости.
Горелку настраивайте на мягкое синее пламя с минимальным жёлтым кончиком – это указывает на оптимальное соотношение топлива и кислорода. Держите сопло на расстоянии 3–5 см от поверхности, перемещая его круговыми движениями с радиусом 2–3 см. Такой приём предотвращает локальный перегрев и деформацию тонкостенных деталей. Для алюминия время нагрева не должно превышать 15–20 секунд на участок диаметром 10 мм, иначе образуется толстый слой оксидов.
При работе с паяльником используйте жало с плоской или скошенной заточкой шириной 4–6 мм – оно лучше передаёт тепло на стык металлов. Нагревайте не только место пайки, но и прилегающие участки на 5–7 мм вокруг, чтобы создать температурный градиент и избежать термических напряжений. Если припой не растекается, увеличьте время нагрева на 3–5 секунд, но не повышайте температуру выше 450°C: алюминий теряет прочность при 500°C, а железо начинает окисляться.
Для равномерного прогрева массивных деталей применяйте теплоотводы из меди или латуни. Закрепите их на расстоянии 10–15 мм от зоны пайки, чтобы отвести избыточное тепло и предотвратить перегрев тонких участков. При пайке труб или профилей нагревайте сначала внутреннюю поверхность, затем внешнюю – это снижает риск неравномерного расширения металлов. Контролируйте температуру по изменению цвета флюса: при 300°C он становится прозрачным, при 400°C – тёмно-коричневым.
Газовые горелки с пьезоподжигом и регулировкой мощности (например, модели с расходом газа 0,1–0,3 л/мин) позволяют точно дозировать тепловую нагрузку. Для пайки алюминия с железом выбирайте режим средней интенсивности, избегая резких колебаний пламени. Если деталь начинает темнеть или появляется белый налёт, немедленно снижайте температуру – это признаки начала окисления. После нагрева дайте соединению остыть естественным путём: принудительное охлаждение водой вызывает трещины из-за разницы в коэффициентах теплового расширения.
При пайке паяльником используйте подставку с термоизоляцией, чтобы избежать теплопотерь через жало. Для точечного нагрева применяйте тонкие жала диаметром 2–3 мм, но не забывайте о периодической очистке от нагара – слой окислов толщиной 0,1 мм снижает теплопередачу на 30%. В случае горелки следите за чистотой сопла: засорение на 10% уменьшает эффективность нагрева на 15–20%. После завершения пайки проверьте равномерность прогрева по цвету припоя: идеальное соединение имеет однородный серебристый оттенок без тёмных пятен или пористости.
Пошаговая инструкция пайки алюминия с железом паяльником
Пайка алюминия с железом требует подготовки поверхностей и правильного выбора расходных материалов. Используйте паяльник мощностью не менее 80 Вт – слабые модели не обеспечат нужную температуру (250–350°C). Для работы подойдут припои на основе цинка (ЦОП-40) или олова с добавками висмута (ПОСВ-33). Флюс выбирайте активный: ортофосфорная кислота или специализированные составы для алюминия (например, Ф-64).
Очистите детали от грязи, масел и оксидной пленки. Железо зачистите наждачной бумагой (зернистость P120–P240), алюминий – металлической щеткой или шабером. Обезжирьте поверхности ацетоном или спиртом. Оксидный слой на алюминии удаляйте непосредственно перед пайкой – он образуется мгновенно. Для улучшения адгезии нанесите тонкий слой флюса сразу после зачистки.
Разогрейте паяльник до рабочей температуры. Проверьте нагрев, коснувшись жалом припоя: он должен плавиться за 1–2 секунды. Если паяльник перегревается, снизьте мощность или используйте терморегулятор. Жало должно быть чистым и залуженным – протрите его влажной губкой и покройте слоем припоя перед началом работы.
Нанесите флюс на обе детали. Для алюминия используйте кисточку или деревянную палочку – металлические инструменты могут оставить следы. Флюс должен покрывать всю поверхность равномерным слоем. Избегайте избытка: лишний флюс затруднит пайку и потребует дополнительной очистки после завершения.
Начните с лужения алюминия. Прижмите жало паяльника к поверхности и подайте припой. Если припой не растекается, увеличьте температуру или добавьте флюс. Луженая поверхность должна стать серебристой и блестящей. Железо лудите аналогично, но с меньшим количеством флюса – его оксидная пленка менее стойкая.
Соедините детали. Плотно прижмите алюминий к железу и прогрейте место стыка паяльником. Введите припой в зазор между деталями – он должен затечь под действием капиллярного эффекта. Держите паяльник на месте 5–10 секунд, пока припой не заполнит шов. Избегайте перемещения деталей до полного остывания (1–2 минуты).
Обработайте шов после пайки. Удалите остатки флюса теплой водой или раствором соды (1 столовая ложка на 200 мл воды). Для механической прочности зачистите шов мелкой наждачной бумагой (P400) или напильником. Проверьте качество соединения: припой должен образовывать ровный валик без пор и трещин. При необходимости повторите пайку на проблемных участках.
Для повышения прочности соединения используйте дополнительные методы. Нанесите на шов эпоксидный клей или закрепите детали механически (болтами, заклепками). Избегайте нагрузок на место пайки в течение 24 часов – припой набирает прочность постепенно. Храните изделие в сухом месте: влага ускоряет коррозию в зоне пайки.
Как паять алюминий с железом с помощью газовой горелки
Пайка алюминия с железом газовой горелкой требует температуры не ниже 450°C – точка плавления алюминия. Используйте горелку с регулируемым пламенем, например, пропан-бутановую с насадкой для тонкой струи. Мощность должна быть достаточной для быстрого нагрева зоны пайки, но без перегрева металла: алюминий теряет прочность при 600°C, а железо начинает окисляться.
Подготовка поверхностей критична. Зачистите алюминий и железо металлической щеткой или наждачной бумагой (зернистость 80–120) до блеска. Удалите оксидную пленку с алюминия флюсом на основе хлорида цинка или специальным флюсом для алюминия (например, Ф-64). Железо обработайте ортофосфорной кислотой для удаления ржавчины, затем промойте водой и высушите.
Выбор припоя зависит от требований к соединению. Для прочных швов используйте припои на основе цинка (Zn-Al, например, ПЦА-40) или олова с добавками серебра (ПОС-61 с 2% Ag). Припой ПЦА-40 плавится при 380–420°C и обеспечивает коррозионную стойкость. Для менее нагруженных соединений подойдет ПОС-90 с температурой плавления 220°C, но прочность будет ниже.
Нагрев начинайте с железа – оно лучше проводит тепло. Расположите детали так, чтобы алюминий находился сверху или сбоку, чтобы припой стекал на него. Прогревайте зону пайки равномерно, перемещая горелку круговыми движениями. Признак готовности – появление на поверхности алюминия матового оттенка и начало плавления флюса. Не допускайте перегрева: алюминий может прогореть, а железо – покрыться окалиной.
Наносите припой каплями или прутком, касаясь нагретой поверхности. Припой должен растекаться сам, без принудительного размазывания. Для лучшего сцепления используйте технику «пайки с зазором»: оставляйте между деталями зазор 0,1–0,3 мм, чтобы припой заполнил его капиллярным эффектом. Если припой не растекается, увеличьте температуру или добавьте флюс.
После пайки дайте соединению остыть естественным путем. Резкое охлаждение водой может вызвать трещины из-за разницы в коэффициентах теплового расширения металлов. Удалите остатки флюса щеткой и горячей водой: хлоридные флюсы вызывают коррозию. Для защиты шва нанесите антикоррозийное покрытие, например, битумный лак или эпоксидную смолу.
Типичные ошибки: недостаточный нагрев (припой не растекается), перегрев (окисление металлов), использование универсальных флюсов (не удаляют оксидную пленку с алюминия). Если припой скатывается в шарики, значит, поверхность плохо очищена или не хватает флюса. В таких случаях повторите зачистку и нанесите флюс заново.
Для проверки качества пайки проведите визуальный осмотр: шов должен быть равномерным, без пор и непропаев. Простучите соединение молотком – дребезжащий звук указывает на дефекты. При необходимости проведите испытание на разрыв: прочное соединение выдерживает нагрузку не менее 50% от прочности основного металла.
Типичные ошибки при пайке алюминия с железом и как их избежать
Первая и самая распространённая ошибка – недостаточная подготовка поверхностей. Алюминий мгновенно окисляется на воздухе, образуя плёнку Al₂O₃ с температурой плавления 2050°C, что втрое выше температуры плавления самого металла (660°C). Железо также покрывается оксидами, но их проще удалить механически. Если не зачистить поверхности до металлического блеска и не обработать флюсом (например, Ф-64 или Ф-34А) в течение 30 секунд после зачистки, припой не сцепится с основой. Используйте наждачную бумагу с зернистостью P120–P240 или металлическую щётку, а флюс наносите кистью тонким слоем – избыток приведёт к коррозии.
Неправильный выбор припоя и температурного режима – вторая критическая ошибка. Для пайки алюминия с железом подходят только специализированные припои: оловянно-цинковые (П250А, П200А) или цинково-алюминиевые (ЦОП-40). Обычные оловянно-свинцовые припои (ПОС-61) не обеспечивают прочного соединения из-за низкой адгезии к алюминию. Температура пайки должна быть в диапазоне 380–450°C: ниже – припой не растечётся, выше – алюминий начнёт плавиться локально, образуя хрупкие интерметаллиды Fe-Al. Контролируйте нагрев термопарой или пирометром; паяльник мощностью 100–150 Вт для тонких деталей, газовая горелка с регулировкой пламени – для массивных.
Типичные дефекты пайки и их причины:
- Непропай – недостаточный нагрев или загрязнённая поверхность. Проверяйте температуру контактным термометром и повторно зачищайте зону пайки.
- Трещины в шве – резкое охлаждение или использование припоя с высоким содержанием олова (более 30%). Охлаждайте детали на воздухе, избегайте водяного душа.
- Коррозия шва – остатки флюса не удалены. Промывайте соединение горячей водой (60–80°C) с щёткой, затем сушите.
- Хрупкость соединения – перегрев свыше 500°C или длительная выдержка. Сократите время пайки до 1–2 минут, используйте теплоотводы (медные пластины).
Игнорирование послепаечной обработки сводит на нет все усилия. Даже при идеальной пайке остатки флюса вызывают электрохимическую коррозию, особенно во влажной среде. После пайки удалите флюс раствором 5% лимонной кислоты или 10% соды, затем промойте дистиллированной водой. Для защиты шва нанесите антикоррозийное покрытие: лак ХВ-784, эпоксидную смолу или консистентную смазку (ЦИАТИМ-221). Если соединение будет эксплуатироваться при температурах выше 150°C, используйте термостойкие герметики на основе силикона.