Центровка вала на экскаваторе Hyundai A 4800 – критически важная процедура, влияющая на ресурс гидромоторов, редукторов и подшипниковых узлов. Допустимое радиальное смещение для данной модели не должно превышать 0,05 мм, а осевое – 0,1 мм. Превышение этих значений приводит к вибрациям, ускоренному износу уплотнений и возможному разрушению шлицевых соединений. В этой инструкции рассмотрен процесс центровки с использованием лазерного оборудования Fixturlaser GO Pro или аналогов, а также механических индикаторов часового типа с ценой деления 0,01 мм.
Перед началом работ убедитесь в отсутствии деформаций рамы экскаватора и проверьте затяжку крепежа опорных кронштейнов. Температура окружающей среды должна быть в пределах +10…+30°C – при более низких значениях металл сжимается, искажая показания. Демонтируйте защитные кожухи и очистите посадочные поверхности от грязи и смазки. Для фиксации индикаторов используйте магнитные стойки с усилием удержания не менее 50 кг, закрепляя их на неподвижных частях конструкции – например, на корпусе редуктора или раме поворотной платформы.
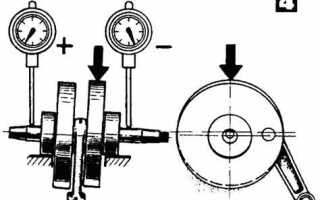
Настройте лазерный излучатель на ведущем валу (обычно это вал гидромотора) и приемник на ведомом (вал редуктора или рабочего органа). При использовании механических индикаторов установите их на штативы так, чтобы наконечники упирались в обработанные поверхности валов под углом 90° к оси вращения. Проворачивайте валы синхронно на 90°, 180°, 270° и фиксируйте показания. Разница в значениях на противоположных точках не должна превышать 0,03 мм для радиального биения и 0,05 мм для осевого.
Корректировку положения проводите регулировочными болтами опорных кронштейнов. Для Hyundai A 4800 используются болты M16 с классом прочности 8.8 – затягивайте их динамометрическим ключом с моментом 120–140 Н·м. После каждого изменения положения повторяйте замеры. Если смещение превышает допуски после трех попыток регулировки, проверьте состояние подшипников и шлицевых соединений – возможно, потребуется их замена или ремонт.
Необходимые инструменты и приспособления для центровки вала

Механические индикаторы часового типа с ценой деления 0,01 мм используются для предварительной проверки соосности. Рекомендуются модели с магнитным основанием, такие как Mitutoyo ID-C112XB, для надежной фиксации на корпусе оборудования. Для валов диаметром свыше 100 мм применяют индикаторы с удлиненными щупами или специальные кронштейны для расширения зоны измерений.
Набор регулировочных пластин (шайб) из нержавеющей стали толщиной от 0,05 до 5 мм необходим для компенсации вертикальных и горизонтальных смещений. Пластины должны иметь класс точности не ниже h6 и поставляться в комплекте с сертификатом калибровки. Для Hyundai A 4800 оптимальны пластины размером 50×50 мм с фасками для удобства установки.
Динамометрический ключ с диапазоном 20–200 Н·м (например, Norbar 13140) требуется для равномерной затяжки крепежных болтов после центровки. Ключ должен иметь погрешность не более ±3% и возможность фиксации установленного момента. Для контроля усилия затяжки на ответственных соединениях используют тензометрические шайбы или датчики силы.
Струбцины и зажимы для временной фиксации агрегатов во время центровки должны выдерживать нагрузку не менее 500 кг. Рекомендуются модели с винтовым или гидравлическим приводом, такие как Enerpac RC-106, для точной регулировки положения без деформации корпуса. Для крупногабаритных узлов применяют цепные талрепы с грузоподъемностью до 2 тонн.
Лазерный уровень или нивелир с точностью ±0,5 мм на 10 м (например, Leica Rugby 200) используется для предварительной установки оборудования по горизонтали. Прибор должен иметь функцию самовыравнивания и возможность работы в диапазоне температур от -10 до +50°C. Для контроля угловых отклонений применяют электронные угломеры с разрешением 0,1°.
Набор щупов для измерения зазоров между полумуфтами должен включать пластины толщиной от 0,02 до 1 мм с шагом 0,01 мм. Для Hyundai A 4800 критически важны щупы из нержавеющей стали с антикоррозийным покрытием, так как агрегат часто эксплуатируется в условиях повышенной влажности. Дополнительно используют пластиковые щупы для проверки зазоров в труднодоступных местах.
Программное обеспечение для анализа данных центровки, совместимое с используемым лазерным центровщиком, должно поддерживать протоколы передачи данных по Bluetooth или USB. Рекомендуются программы с возможностью сохранения отчетов в форматах PDF и CSV, например, Fixturlaser XA Pro Software. Для документирования процесса используют планшет или ноутбук с защитой от пыли и влаги по классу IP65.
Подготовка рабочего места и безопасность при центровке
Перед началом центровки вала Hyundai A 4800 очистите зону радиусом не менее 2 метров от посторонних предметов, инструментов и масляных пятен. Убедитесь, что пол выдерживает нагрузку не менее 500 кг/м² – для бетонных оснований допустимое значение указано в СП 29.13330.2011. При работе на металлических площадках проверьте крепление настила: зазоры между листами не должны превышать 3 мм, а прогиб под весом оборудования – 1/200 пролета. Закройте или обозначьте яркой лентой движущиеся части соседних механизмов, особенно если расстояние до них менее 0,8 метра.
Подготовьте инструменты согласно спецификации Hyundai: лазерный центровщик с точностью ±0,01 мм (например, Fixturlaser NXA), динамометрический ключ с диапазоном 50–300 Н·м, набор щупов 0,05–1,00 мм и магнитные стойки для индикаторов. Проверьте калибровку приборов: погрешность лазерного центровщика не должна превышать 0,02 мм на 1 метр расстояния. Расположите инструменты на переносном столике с регулируемыми ножками, чтобы исключить вибрацию от работающего оборудования. Температура в помещении должна быть в пределах 18–25°C – при отклонениях свыше 5°C вносите поправки на тепловое расширение металла (коэффициент для стали: 12×10⁻⁶ 1/°C).
Электробезопасность обеспечивается отключением питания двигателя и установкой предупреждающих табличек на пульте управления. Проверьте отсутствие напряжения мультиметром на клеммах мотора: допустимое остаточное напряжение – не более 12 В. При работе с гидравлическими муфтами стравите давление в системе до нуля и зафиксируйте ротор стопорными болтами во избежание самопроизвольного вращения. Для агрегатов с частотным преобразователем отключите его от сети и разрядите конденсаторы в течение 10 минут – остаточный заряд может достигать 600 В.
Используйте средства индивидуальной защиты: очки с боковой защитой (ГОСТ Р 12.4.230.1-2012), перчатки из нитрила толщиной 0,4 мм для защиты от масел и антивибрационные наколенники при работе в нижней части агрегата. При центровке валов длиной свыше 3 метров применяйте страховочные тросы диаметром 8 мм с коэффициентом запаса прочности не менее 5. Запрещается работать в свободной одежде: рукава должны быть застегнуты, волосы убраны под головной убор. В зоне радиусом 1,5 метра от места центровки разместите огнетушитель порошковый ОП-4 с действующим сроком проверки.
Перед началом работ составьте схему последовательности действий с указанием контрольных точек и допусков. Для Hyundai A 4800 параллельное смещение валов не должно превышать 0,05 мм, угловое – 0,03 мм/100 мм длины. Зафиксируйте исходное положение агрегатов с помощью меловой разметки на фундаменте и фотографий с разных ракурсов. При обнаружении отклонений свыше 0,1 мм проверьте крепление анкерных болтов: момент затяжки для M24 – 450 Н·м, для M30 – 800 Н·м. В случае необходимости демонтажа муфты используйте съемник с гидравлическим приводом, избегая ударных нагрузок на вал.
Демонтаж защитных кожухов и доступ к валу Hyundai A 4800

Перед началом работ убедитесь, что оборудование обесточено и зафиксировано от случайного запуска. На Hyundai A 4800 защитные кожухи крепятся болтами M8 с шестигранной головкой под ключ на 13 мм. Основные точки крепления расположены по периметру верхнего и нижнего кожухов – всего 12 болтов: 6 на верхнем и 6 на нижнем. Для демонтажа потребуется торцевой ключ с удлинителем, так как доступ к некоторым болтам ограничен.
Начните с верхнего кожуха. Открутите два передних болта, расположенных у фланца двигателя, затем два задних – возле муфты. Оставшиеся два болта находятся по бокам кожуха; их демонтаж требует аккуратности из-за близкого расположения к ребрам жесткости. После снятия болтов кожух поднимается вертикально вверх – не тяните его на себя, чтобы не повредить уплотнительные прокладки.
Нижний кожух демонтируется сложнее из-за ограниченного пространства. Используйте гидравлический домкрат или подставку для поддержки агрегата, если вес превышает 50 кг. Болты нижнего кожуха часто покрыты смазкой и грязью – очистите их металлической щеткой перед откручиванием. Особое внимание уделите двум болтам у основания муфты: они могут быть затянуты с моментом до 45 Н·м, поэтому используйте динамометрический ключ.
После снятия кожухов осмотрите вал на наличие видимых повреждений. На Hyundai A 4800 вал расположен в двух подшипниковых опорах: передняя – роликовый подшипник 6312 (внутренний диаметр 60 мм), задняя – шариковый 6214 (70 мм). Проверьте состояние уплотнений: сальники должны быть целыми, без трещин или выработки. При обнаружении масляных подтеков замените их до центровки.
Для доступа к валу снимите полумуфты. На Hyundai A 4800 используется зубчатая муфта с 48 зубьями и посадочным диаметром 80 мм. Открутите стопорный винт M10 на полумуфте двигателя, затем используйте съемник с тремя захватами. Усилие съема не должно превышать 5 кН – превышение может деформировать посадочное место. На полумуфте насоса аналогичная процедура, но стопорный винт M12 требует ключа на 19 мм.
Очистите вал от остатков смазки и грязи. Используйте безворсовую салфетку и растворитель типа уайт-спирит. Особое внимание уделите шпоночным пазам: на Hyundai A 4800 они выполнены по ГОСТ 23360-78 (ширина 18 мм, глубина 7 мм). Проверьте пазы на отсутствие заусенцев – они могут исказить результаты центровки.
Перед установкой индикаторов часового типа зафиксируйте вал от проворачивания. На Hyundai A 4800 для этого используйте стопорную пластину, вставляемую в технологическое отверстие на торце вала. Пластина крепится болтом M16 с моментом затяжки 60 Н·м. Убедитесь, что вал не имеет осевого люфта – при наличии проверьте затяжку подшипниковых крышек.
После завершения работ по центровке установите кожухи в обратной последовательности. Болты затягивайте крест-накрест с моментом 30 Н·м для верхнего кожуха и 35 Н·м для нижнего. Проверьте герметичность уплотнений: при работающем агрегате не должно быть утечек масла или вибраций кожухов. Если обнаружены посторонние шумы, повторно проверьте затяжку всех крепежных элементов.
Проверка исходного положения вала и замеры биения

Перед началом центровки установите вал Hyundai A 4800 в рабочее положение, зафиксировав его в подшипниковых опорах без предварительного натяга. Используйте индикатор часового типа с ценой деления 0,01 мм, закрепив его на магнитной стойке или штативе с жесткой фиксацией. Базовые точки для замеров – шейки вала под подшипники и посадочные поверхности под полумуфты. Измерения проводите в четырех диаметрально противоположных точках (0°, 90°, 180°, 270°), вращая вал вручную или с помощью привода на минимальных оборотах.
Допустимое радиальное биение шеек вала под подшипники не должно превышать 0,03 мм для диаметров до 100 мм и 0,05 мм для диаметров свыше 100 мм. Для посадочных мест под полумуфты предел составляет 0,02 мм. При превышении этих значений требуется предварительная правка вала на токарном станке с последующим шлифованием. Записывайте показания индикатора в журнал с указанием точного положения каждой точки замера – это позволит выявить локальные деформации или износ.
Проверьте осевое биение торцевых поверхностей полумуфт с помощью второго индикатора, установленного перпендикулярно оси вала. Допуск на осевое биение – не более 0,05 мм на радиусе 100 мм. Если отклонение превышает норму, осмотрите полумуфты на предмет механических повреждений или неравномерного износа. При необходимости замените их или выполните проточку на станке с последующей балансировкой.
Для точной оценки исходного положения используйте лазерный центровщик или струнный метод с натянутой стальной проволокой диаметром 0,3–0,5 мм. Струну закрепите параллельно оси вала на расстоянии 1–2 мм от его поверхности, обеспечив натяжение не менее 50 Н. Зазоры между струной и валом измеряйте щупом в тех же четырех точках. Разница зазоров не должна превышать 0,1 мм – в противном случае требуется корректировка положения опор.
Фиксируйте все результаты замеров с привязкой к заводским меткам на валу и полумуфтах. При обнаружении несоосности более 0,2 мм на метр длины вала выполните предварительную регулировку опор с помощью подкладок из нержавеющей стали толщиной 0,05–0,5 мм. Избегайте использования более трех подкладок под одну опору – это снижает жесткость крепления и увеличивает вибрацию.
Установка индикаторов часового типа для точной центровки
Индикаторы часового типа (ИЧТ) с ценой деления 0,01 мм – оптимальный выбор для центровки валов Hyundai A 4800. Модели с диапазоном измерений 0–10 мм (например, Mitutoyo 2046S или аналоги) обеспечивают необходимую точность без избыточной чувствительности. Перед установкой проверьте плавность хода измерительного стержня: при нажатии на наконечник стрелка должна возвращаться в нулевое положение без заеданий.
Крепление ИЧТ выполняется на магнитных стойках с регулируемым шарниром. Для Hyundai A 4800 используйте стойки с усилием фиксации не менее 50 кг (например, Noga DG61003). Расположите стойку на неподвижной части агрегата – корпусе редуктора или раме – так, чтобы измерительный наконечник упирался в поверхность полумуфты под углом 90° к оси вала. Избегайте установки на вибрирующие элементы.
- Очистите поверхность полумуфты от смазки и загрязнений ацетоном или спиртом.
- Нанесите на наконечник ИЧТ тонкий слой консистентной смазки (например, Литол-24) для защиты от коррозии.
- Проверьте параллельность оси измерительного стержня и вала с помощью штангенциркуля – отклонение не должно превышать 0,5 мм на 100 мм длины.
Для контроля радиального биения установите два ИЧТ на противоположных сторонах полумуфты (180° друг от друга). При вращении вала разница показаний не должна превышать 0,03 мм. Если отклонение больше, проверьте крепление стоек и отсутствие люфтов в шарнирах. Для осевого биения закрепите один ИЧТ перпендикулярно торцу полумуфты, обеспечив предварительный натяг 0,5–1 мм.
При установке на валы диаметром свыше 100 мм используйте удлинители наконечников (например, Mitutoyo 101109) для компенсации кривизны поверхности. Длина удлинителя подбирается так, чтобы наконечник касался полумуфты в средней трети своей длины. Избегайте контакта с фасками или закруглениями – это исказит показания.
Для фиксации нулевого положения вращайте вал вручную, добиваясь минимального отклонения стрелки. Зафиксируйте показания в четырёх точках (0°, 90°, 180°, 270°) с шагом 90°. Разница между максимальным и минимальным значениями не должна превышать допуск центровки для Hyundai A 4800: 0,05 мм для радиального и 0,03 мм для осевого биения.
При работе с вертикальными валами закрепите стойку ИЧТ на дополнительной опоре, исключающей прогиб под собственным весом. Используйте стойки с регулируемой высотой (например, Starrett 70001) и проверьте жёсткость крепления, приложив усилие 5 кг к наконечнику – стрелка не должна смещаться более чем на 0,01 мм.
После установки выполните тестовый замер: вращайте вал на 360° и следите за стабильностью показаний. Если стрелка «прыгает» более чем на 0,02 мм, проверьте:
- Отсутствие зазоров в креплении стоек.
- Чистоту поверхности полумуфты (удаление заусенцев, ржавчины).
- Плавность хода измерительного механизма ИЧТ (при необходимости разберите и смажьте часовым маслом).
Запишите базовые показания для дальнейшей корректировки положения агрегата.
Регулировка положения вала с помощью прокладок и болтов
Перед началом регулировки убедитесь, что вал Hyundai A 4800 демонтирован и очищен от загрязнений. Используйте микрометр или индикатор часового типа с ценой деления не более 0,01 мм для измерения текущего положения вала относительно посадочных поверхностей. Зафиксируйте показания в трёх точках: у переднего подшипника, в середине и у заднего подшипника. Допустимое отклонение от оси не должно превышать 0,05 мм на метр длины вала.
Для корректировки положения применяйте прокладки из нержавеющей стали AISI 304 толщиной от 0,05 до 0,5 мм. Избегайте использования алюминиевых или латунных прокладок – они деформируются под нагрузкой. Подберите комплект прокладок с шагом 0,05 мм, чтобы обеспечить плавную регулировку. Пример: если требуется смещение на 0,12 мм, используйте две прокладки по 0,05 мм и одну 0,02 мм.
- Установите прокладки под опорные лапы корпуса подшипников, начиная с передней опоры.
- Затяните болты крепления моментом 45–50 Н·м в последовательности «крест-накрест».
- Повторно измерьте положение вала после каждой корректировки.
- Если смещение недостаточно, добавьте прокладки или замените их на более толстые.
При регулировке болтами используйте только оригинальные крепёжные элементы Hyundai с классом прочности не ниже 8.8. Болты M12×1,75 и M16×2,0 должны быть смазаны консистентной смазкой на основе дисульфида молибдена для предотвращения задиров. Затяжку производите динамометрическим ключом с контролем момента: для M12 – 70–75 Н·м, для M16 – 120–130 Н·м.
Если вал смещён в горизонтальной плоскости, ослабьте болты на одной стороне корпуса и подтяните на противоположной. Для точной настройки используйте технологические болты с резьбой M10×1,5, вкрученные в специальные отверстия на корпусе. Вращая их, добивайтесь равномерного смещения вала с шагом 0,02 мм за один оборот. После достижения нужного положения замените технологические болты на штатные.
После завершения регулировки проверьте радиальное биение вала на рабочих оборотах (1450 об/мин). Допустимое значение – не более 0,03 мм. Если биение превышает норму, повторите процедуру, уменьшив толщину прокладок или скорректировав затяжку болтов. Зафиксируйте окончательные параметры в журнале технического обслуживания с указанием толщины и расположения прокладок.
Для долговременной стабильности положения вала нанесите на прокладки анаэробный фиксатор резьбы Loctite 243. После затяжки болтов дайте составу полимеризоваться в течение 24 часов при температуре не ниже +15°C. Избегайте использования прокладок с повреждёнными кромками или следами коррозии – это приведёт к неравномерному распределению нагрузки и ускоренному износу подшипников.
Контроль параллельности и соосности валов на Hyundai A 4800

Проверка параллельности валов на Hyundai A 4800 требует использования прецизионных инструментов: индикаторов часового типа с ценой деления 0,01 мм и магнитных стоек. Установите стойки на неподвижные части корпуса редуктора, зафиксировав индикаторы на расстоянии 100–150 мм от торцов валов. Вращайте валы синхронно, снимая показания в четырёх точках (0°, 90°, 180°, 270°). Допустимое отклонение параллельности – не более 0,05 мм на 100 мм длины вала. При превышении значения откорректируйте положение подшипниковых опор или фланцевых соединений с помощью регулировочных прокладок толщиной 0,05–0,2 мм.
Для контроля соосности используйте метод обратных индикаторов или лазерный центровщик с погрешностью не более 0,02 мм. При работе с обратными индикаторами закрепите их на полумуфтах валов, обеспечив натяг 0,5–1 мм. Вращайте валы на 360°, фиксируя отклонения в горизонтальной и вертикальной плоскостях. Допуск соосности для Hyundai A 4800 составляет ±0,08 мм при межосевом расстоянии до 500 мм. Если отклонение превышает норму, регулируйте положение двигателя или редуктора с шагом 0,02 мм, контролируя изменения по индикаторам.
- Перед началом работ очистите посадочные поверхности валов и полумуфт от смазки и загрязнений – остатки масла искажают показания индикаторов.
- Используйте динамометрический ключ для затяжки крепёжных болтов полумуфт с моментом 120–150 Н·м, чтобы исключить деформацию валов.
- После регулировки повторно проверьте соосность и параллельность, прокрутив валы вручную – заедания или неравномерное вращение указывают на остаточные перекосы.
- Зафиксируйте результаты измерений в журнале технического обслуживания с указанием даты, температуры окружающей среды и используемых инструментов.