Пазы под шпон в SolidWorks моделируются с учетом стандартов ГОСТ 23360-78 (для призматических шпонок) и ГОСТ 24071-97 (для сегментных). Основная сложность – соблюдение допусков на ширину паза (обычно H9 для вала и D10 для втулки) и глубину, которая зависит от диаметра вала и типа шпонки. Например, для вала Ø30 мм с призматической шпонкой 8×7 мм глубина паза составит 4,0 мм (согласно таблице 2 ГОСТ 23360-78). Игнорирование этих параметров приводит к нестыковкам при сборке или ослаблению соединения.
В SolidWorks пазы создаются через инструмент «Вырез-Вытяжка» или «Паз» (в зависимости от версии). Первый метод универсален: эскиз строится на плоскости, перпендикулярной оси вала, с использованием линий и дуг. Для призматического паза достаточно нарисовать прямоугольник с размерами b×t1 (ширина × глубина), где t1 – глубина паза на валу. Сегментный паз требует точного позиционирования дуги радиуса R = d/2 (где d – диаметр шпонки) и касательных линий. Ошибка в 0,1 мм при построении эскиза может вызвать интерференцию при сборке.
Ключевой этап – задание направления вытяжки. Для пазов на валах вытяжка выполняется вдоль оси с ограничением «Насквозь» или на заданную длину. Втулки требуют вытяжки радиально с привязкой к внутренней поверхности. Используйте взаимосвязи «Совпадение» и «Концентричность» для точного позиционирования эскиза относительно осей детали. При работе с коническими валами применяйте инструмент «Вытяжка по траектории», где траектория – спираль с углом конусности.
Для проверки корректности паза используйте «Анализ интерференции» в режиме сборки. Загрузите шпонку из библиотеки Toolbox (или создайте по ГОСТ) и проверьте зазоры: минимальный зазор между шпонкой и пазом должен быть 0,02–0,05 мм для подвижных соединений и 0 мм для неподвижных. Если интерференция превышает 0,01 мм, скорректируйте эскиз или допуски. В сложных случаях (например, пазы на ступенчатых валах) разбивайте операцию на несколько вытяжек с разными плоскостями эскиза.
Подготовка эскиза вала с учетом параметров шпонки

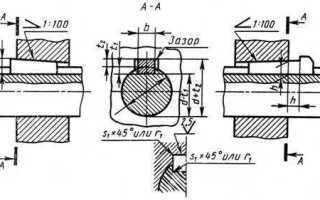
Начните с создания нового эскиза на плоскости, перпендикулярной оси вала. Используйте инструмент «Окружность» для построения базового контура диаметром, равным номинальному размеру вала. Для стандартных шпонок по ГОСТ 23360-78 или DIN 6885 задайте параметры паза: ширина *b* и глубина *t1* (например, для шпонки 8×7 при диаметре вала 30–38 мм ширина паза составит 8 мм, глубина – 4 мм). Нанесите две вспомогательные линии: горизонтальную осевую и вертикальную, отстоящую от центра на расстояние *(d/2) – t1*, где *d* – диаметр вала. Эти линии определят положение боковых граней паза.
Постройте прямоугольник шириной *b* и высотой *t1*, совместив его нижнюю грань с вспомогательной линией, а боковые – симметрично относительно вертикальной оси. Убедитесь, что длина паза превышает длину шпонки на 2–5 мм для свободной посадки. Примените скругления радиусом *r = 0.2–0.5 мм* на углах паза, чтобы избежать концентрации напряжений. Зафиксируйте эскиз и перейдите к операции «Вытянутый вырез» с параметром «Насквозь» или заданной глубиной, если паз не сквозной.
Выбор инструмента для формирования паза в зависимости от типа шпонки
Для призматических шпонок по ГОСТ 23360-78 с сечением до 6×6 мм оптимален инструмент концевая фреза диаметром 4–6 мм с числом зубьев 2–3. При больших размерах (например, 20×12 мм) используйте фрезы диаметром 16–20 мм с 4 зубьями и углом подъёма спирали 30–40° для снижения вибраций. Глубина резания за проход не должна превышать 0,5 диаметра фрезы, иначе возрастает риск сколов кромок паза. Для закалённых сталей (HRC 45+) применяйте твердосплавные фрезы с покрытием TiAlN.
Сегментные шпонки по ГОСТ 24071-80 требуют фасонных дисковых фрез с радиусом, соответствующим профилю шпонки. Например, для шпонки с радиусом 10 мм подойдёт фреза диаметром 60–80 мм с шириной режущей кромки 8–10 мм. Крепление фрезы на оправке с конусом Морзе №3 или HSK-A63 обеспечивает жёсткость при обработке чугуна и стали. Скорость резания для быстрорежущих фрез – 25–35 м/мин, подача на зуб – 0,05–0,1 мм.
Цилиндрические шпонки (штифты) по ГОСТ 3128-70 формируются сверлом или зенкером с последующей доработкой развёрткой. Диаметр сверла выбирайте на 0,1–0,2 мм меньше номинального размера шпонки (например, для шпонки Ø8 мм используйте сверло Ø7,8–7,9 мм). При обработке алюминиевых сплавов применяйте сверла с углом при вершине 130–140° и покрытием TiN для предотвращения налипания стружки. Для точности посадки H7 рекомендуется развёртка с припуском 0,02–0,05 мм.
Клиновые шпонки с уклоном 1:100 по ГОСТ 24068-80 требуют специальных угловых фрез или комбинации концевой фрезы и наклонного стола. Угол наклона фрезы должен соответствовать уклону шпонки, а глубина паза контролируется по шаблону. Для обработки титановых сплавов используйте фрезы из микрозернистого твердого сплава с охлаждением СОЖ под давлением 5–7 бар. Подача – 0,03–0,07 мм/зуб, частота вращения – 800–1200 об/мин в зависимости от диаметра фрезы.
Настройка глубины и ширины паза через параметры выреза
Ширина паза настраивается в эскизе через размеры прямоугольника или профиля. Для призматических шпонок ширина равна номинальному размеру шпонки (например, 6 мм для вала Ø24 мм). В эскизе используйте параметрические связи: привяжите ширину паза к центральной оси вала и ограничьте длину выреза с помощью Симметричного выреза (Mid Plane), чтобы избежать смещения. Для точности применяйте Взаимосвязи (Relations) – например, Совпадение или Концентричность.
- Для сквозных пазов задайте глубину выреза равной длине шпонки + 0,5–1 мм (запас на сборку).
- При работе с глухими пазами используйте опцию До следующей (Up To Next) или До поверхности (Up To Surface), чтобы ограничить вырез конкретной гранью.
- Если паз пересекает фаски или скругления, активируйте Расширить вырез (Extend Cut) в настройках, чтобы избежать необработанных участков.
Оптимизируйте параметры через Уравнения (Equations) для автоматического пересчета размеров. Например, создайте уравнение "Глубина_паза" = "Диаметр_вала" * 0.15 – это упростит адаптацию модели под разные диаметры. Для серийного производства используйте Таблицу параметров (Design Table), где укажите стандартные сочетания диаметров валов и соответствующих размеров пазов.
Проверьте корректность выреза с помощью Анализа зазоров (Clearance Verification) в режиме сборки. Если паз не соответствует шпонке, откорректируйте размеры в эскизе или измените тип выреза на По траектории (Swept Cut) для сложных профилей. Для высокоточных соединений добавьте допуски в эскиз: например, ширину паза задайте как 6 +0.02 мм, чтобы учесть посадку с натягом.
Использование библиотеки стандартных шпонок для точных размеров

SolidWorks содержит встроенную библиотеку стандартных шпонок по ГОСТ, DIN и ANSI, доступную через Toolbox. Для её активации перейдите в «Инструменты» → «Добавления» и включите «SolidWorks Toolbox». После этого в дереве конструирования появится раздел «Библиотека проектирования», где в папке «Шпонки» хранятся готовые элементы с параметрами, соответствующими нормативным документам. Например, для призматических шпонок по ГОСТ 23360-78 доступны сечения от 2×2 до 100×50 мм с шагом, заданным стандартом, что исключает ошибки при ручном вводе размеров.
При создании паза под шпонку выберите нужный тип из библиотеки и перетащите его на грань вала или ступицы. SolidWorks автоматически предложит варианты привязки: по центру грани, по кромке или с заданным смещением. Для призматической шпонки 8×7 мм (ГОСТ 23360-78) система подставит глубину паза 4 мм в валу и 3,3 мм в ступице, а также радиус скругления 0,25 мм – значения, соответствующие таблице стандарта. Это сокращает время на проверку размеров и снижает риск несоответствия.
Для нестандартных случаев, например, при работе с импортными компонентами, используйте параметризацию шпонок. В свойствах элемента из Toolbox можно изменить длину, ширину или высоту, но базовые пропорции (соотношение ширины к высоте, глубины паза) останутся привязанными к выбранному стандарту. Если требуется шпонка с размерами, отличными от библиотечных, создайте пользовательский элемент на основе стандартного, скорректировав только необходимые параметры – это сохранит связь с исходным ГОСТ для последующих правок.
После размещения шпонки проверьте её посадку с помощью инструмента «Проверка интерференции» («Анализ» → «Проверка интерференции»). SolidWorks выделит конфликтующие зоны, если паз выполнен с отклонениями от допусков. Для призматических шпонок по ГОСТ 23360-78 допуск на ширину паза в валу составляет +0,025 мм (для полей допусков h9), а в ступице – +0,05 мм (D10). Убедитесь, что эти значения учтены в модели, иначе сборка может не соответствовать требованиям посадки с натягом или зазором.
Проверка соосности паза с осью вала и корректировка положения
Для проверки соосности паза с осью вала используйте инструмент «Измерить» (Evaluate → Measure) или «Проверить соосность» (Tools → Evaluate → Check Alignment). Выделите кромку паза и ось вала – система отобразит отклонение в миллиметрах или градусах. Допустимое смещение зависит от класса точности: для посадок H7/h6 – не более 0,02 мм, для H9/d9 – до 0,05 мм. Если отклонение превышает норму, перейдите в эскиз паза и откорректируйте координаты начальной точки или угол наклона с помощью параметрических размеров.
- Откройте дерево конструирования (FeatureManager) и найдите эскиз паза.
- Дважды кликните на размеры, задающие положение паза относительно оси вала (например, «Расстояние от центра» или «Угол»).
- Введите новые значения, ориентируясь на результаты измерений. Для точной привязки используйте привязки «Совпадение» (Coincident) или «Концентричность» (Concentric) к осевой линии вала.
- Перестройте модель (Ctrl+Q) и повторно проверьте соосность. Если корректировка не дала результата, создайте новый эскиз паза с нуля, используя вспомогательные плоскости, перпендикулярные оси вала.
Создание фасок и скруглений на кромках паза для технологичности

Фаски на кромках паза под шпон снижают концентрацию напряжений и упрощают сборку. Рекомендуемый угол фаски – 45°, а размер зависит от ширины паза: для пазов до 10 мм используйте фаску 0,5×45°, для 10–20 мм – 1×45°, свыше 20 мм – 1,5×45°. В SolidWorks применяйте инструмент Фаска (Chamfer) с параметром «Расстояние-угол», избегая ручного ввода координат. Для симметричных деталей создавайте фаски на обеих кромках одновременно, выделяя противоположные грани.
Скругления радиусом 0,2–0,5 мм на внутренних углах паза предотвращают образование микротрещин при термообработке и улучшают стойкость инструмента при фрезеровании. В SolidWorks используйте Скругление (Fillet) с типом «Постоянный радиус», задавая значение в зависимости от материала: для стали – 0,3–0,5 мм, для алюминия – 0,2–0,3 мм. Применяйте скругления до создания фасок, чтобы избежать конфликтов геометрии. Для пазов с глубиной более 15 мм увеличивайте радиус до 0,8 мм.
При проектировании учитывайте направление обработки: фаски и скругления должны быть ориентированы так, чтобы не мешать движению фрезы. В SolidWorks проверяйте технологичность с помощью анализа Draft Analysis – углы поднутрения свыше 3° усложняют извлечение детали из штампа. Для пазов с переменной глубиной используйте переменные скругления, задавая разные радиусы на дне и боковых стенках.
Экспортируя модель в CAM-систему, убедитесь, что фаски и скругления не конфликтуют с траекторией инструмента. В SolidWorks перед сохранением в STEP или IGES отключите опцию «Сохранять все тела» и оставьте только необходимые элементы. Для пазов с высокими требованиями к чистоте поверхности (Ra 1,6 и ниже) заменяйте фаски скруглениями радиусом 1–2 мм на внешних кромках.
Экспорт модели с пазом в чертеж с простановкой размеров и допусков

После создания паза под шпон в SolidWorks перейдите в режим чертежа через Файл → Создать → Чертеж из детали. Выберите стандартный формат листа (например, A3 по ГОСТ 2.301-68) и шаблон с основной надписью. Для точного позиционирования вида используйте команду Вид модели с параметром Проекционный вид, выбрав плоскость, перпендикулярную оси паза.
Для простановки размеров паза активируйте инструмент Автоматическое нанесение размеров (Инструменты → Размеры → Авторазмер). Укажите кромки паза: ширину (например, 8±0.02 мм для шпонки по ГОСТ 23360-78), глубину (t1 = 4+0.1 мм) и длину. Если автоматическая простановка не захватывает нужные элементы, используйте Линейный размер или Размер дуги для скруглений. Допуски задавайте через контекстное меню размера: Свойства → Допуск/Точность, выбрав тип Симметричный или Отклонения.
Для обозначения шероховатости поверхностей паза добавьте знаки через Вставка → Аннотации → Шероховатость. Согласно ГОСТ 2789-73, для рабочих поверхностей паза рекомендуется Ra 1.6–3.2 мкм, для нерабочих – Ra 6.3 мкм. Разместите знаки на выносных линиях размеров или непосредственно на гранях паза в виде. При необходимости используйте Выноску для указания дополнительных требований (например, «Полировать»).
При простановке допусков на координаты паза учитывайте базовые поверхности детали. Если паз расположен относительно оси вала, задайте допуск на позиционное отклонение (например, ⌀0.05 мм) через Геометрические допуски (Вставка → Аннотации → Геометрический допуск). Выберите тип Позиционный, укажите базу (ось вала) и значение допуска. Для пазов под призматические шпонки по ГОСТ 23360-78 допуск на симметричность относительно оси не должен превышать 0.02 мм.
Для экспорта чертежа в формат PDF или DWG используйте Файл → Сохранить как, выбрав нужный формат. Перед сохранением проверьте видимость всех размеров и аннотаций: в Свойствах листа отключите фильтр Скрытые размеры. Для передачи чертежа в производство рекомендуется экспортировать в PDF с разрешением 300 DPI и включенными слоями аннотаций. При экспорте в DWG убедитесь, что шрифты заменены на стандартные (например, Arial), чтобы избежать искажений при открытии в AutoCAD.
Если в чертеже требуется указать технические требования, добавьте их через Вставка → Аннотации → Технические требования. Стандартные формулировки для пазов под шпонки: «Неуказанные предельные отклонения размеров: отверстий H14, валов h14, остальных ±IT14/2» или «Паз обработать по ГОСТ 23360-78». Размещайте текст в правом верхнем углу листа, соблюдая высоту шрифта 3.5–5 мм.
Для проверки корректности чертежа используйте инструмент Проверка чертежа (Инструменты → Проверка чертежа). Убедитесь, что все размеры соответствуют модели, допуски не конфликтуют с технологическими возможностями (например, допуск ±0.01 мм для фрезерованного паза нереализуем), а аннотации не перекрывают друг друга. При обнаружении ошибок исправьте их в модели и обновите чертеж через Перестроить (Ctrl+Q). Сохраните файл с версией (например, «Вал_шпоночный_паз_Чертеж_v2.slddrw»).